Fiber Optic Termination With Adhesive/Polish Connectors

Overview
Most connector problems are high loss or high reflectance caused by poor termination techniques, especially polishing. The causes are usually lack of training, lack of practice and lack of understanding of what is a “good” and/or “acceptable” fiber optic connector. Those are problems anyone can identify with visual inspection and learn from the inspection how to do it correctly in the future.
Fiber optic connector manufacturers have been working for over 30 years to make terminating optical fiber easier, faster and cheaper, and they have done a really good job. But perhaps they have been overselling the simplicity of fiber optic termination.
Manufacturers have invented and tested many different ways of attaching a connector to that hair-thin strand of glass, including various methods of gluing, crimping or clamping. Some methods factory make the connector with a fiber stub which is spliced to the fiber for termination. However, either epoxy or anaerobic adhesives followed by polishing have been determined to be the best methods.
Factories terminating fibers use heat-cured epoxies because they produce the best performing most reliable connectors. They also generally use polishing machines instead of hand-polishing to get more consistent results. Heat-cured epoxies are not used as much in the field because they require ovens to cure the epoxy faster and most ovens are not easily portable.
Many installers still use “Hot Melt” connectors. These are connectors that come with the adhesive preloaded in the connector. The connector is heated in a special oven to a much higher temperature than used for curing epoxy, the allowed to cool before polishing.
Anaerobic adhesives do not require heat-curing but are harder to use. Some methods use a chemical to speed up the process but it’s sometimes too fast for installers to use easily.
Heat-cured epoxy and Hot Melt connectors have one big advantage over anaerobic connectors; there is a small bead of cured epoxy on the end of the connector that makes polishing much easier.
Polishing is the process installers need to learn and practice. While we hesitate to say “connector polishing is an art, not a science,” it’s certainly true that there are lots of differences in techniques that are used. That can be confusing to many installers.
Years of experience in fiber optics and feedback from the hundreds of instructors and students have shown that once you develop basic skills in termination, it is easy and those skills make also field termination faster and cheaper. Keeping those skills current requires practice, something some installers and contractors forget.
What Is A "Good" Connector?
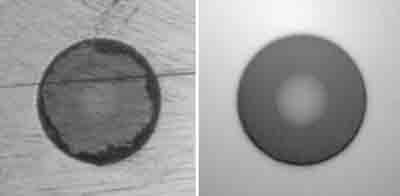 Bad and Good Connectors Viewed In A Microscope Bad and Good Connectors Viewed In A Microscope
To understand the processes and develop the techniques, you must first understand what is a “good connector.” If you ask the question of most installers, they will say a good connector is one that tests as a low loss connector.
Sometimes they quote the TIA 568 standard loss of 0.75dB as the value that is acceptable. That’s not a good connector. Even TIA understands that a good connector is not a 0.75dB loss connector and is agonizing over how to redefine it, likely as a graded system that defines connectors down to 0.1-0.2dB, a reasonable value for field installed polished connectors.
Reflectance is another factor in a good connector, especially singlemode. As system speeds increase, reflectance becomes more important and standards are changing the specifications to higher values accordingly.
While testing for loss or reflectance is required for accepting the connectors, it’s something that few installers or contractors and practically no users understand well. However, a simple visual inspection is something everyone can understand.
A properly installed fiber optic connector, one that has been carefully polished, has a polished end face of the ferrule that is smooth and free of scratches, cracks, pits or any other defect. Really smooth. If a connector looks good, it’s 99% likely to test as good – meaning low loss and low reflectance.
Looking at connectors is easy and cheap too. You can buy a good microscope for less than $200, well within the budget of any contractor or user. Every installer and user should have one! If you budget will handle it, a video microscope is a better choice since it allows several people to see the connector at one time and to store photos for documentation.
That microscope will have lots of future use also. It should be used to inspect connectors for dirt and contamination before making connection to another connector or plugging into equipment.
Making Good Connectors
How do you achieve a good polished finish on the connector? Factories work in a clean indoor environment, have trained personnel who do some of the assembly work by hand but generally polish with machines according to carefully devised programs. They get very consistent, well-polished connectors that will have low loss. How can the average field installer do equally acceptable work?
Let’s start with the clean environment. If you are working in a dirty, dusty construction site, you will have trouble keeping the end faces of the connector from becoming scratched during polishing from airborne dust which will settle on your workspace. If possible, wait until the construction is finished and the site has been cleaned up. If you have to do it in the midst of construction, use plastic drop cloths to wall off some area to keep dust out or even use one of those tents that OSP splicers use outdoors.
Secondly, get trained. I don’t care how easy the sales literature and salesperson says it is, it isn’t that easy. A few hours with someone who actually knows how to do the termination and does training for the a fiber optic school, manufacturer or distributor will teach you the basics and some of the tricks you need to know to make it easier. (Or view the FOA YouTube videos.) Don’t let anybody fool you; every connector has some tricks to the termination process.
Then practice. Get a set of tools and test equipment, a quantity of connectors, the proper adhesive, some various types of cables and practice, practice, practice. You have probably heard that it takes 10,000 repetitions to become a master of a process, but by 50-100 or so you will be 90%+ of the way there. Get a partner to practice with you. You can help each other by watching and learning from each other’s mistakes – and you will make mistakes.
For every connector you make, inspect it with a good microscope and test it with a light source and power meter. Otherwise, how will you know how good your connectors are?
More Useful Hints
Use only the types of adhesives recommended by reliable sources. No Crazy Glue, epoxy from the hardware store, etc. Just the correct adhesive and make sure it’s fresh! Out of date adhesives may not cure properly and/or have low strength bonds between the fiber and the ferrule.
Before you get started, set up your work space. It’s best to work on a black mat because it helps you see the fiber. You can purchase these from fiber optic suppliers or cut one out from black vinyl you get at a fabric store. Place all the tools and supplies you need around you within easy reach. If you are left handed, be sure the tools you choose are appropriate for lefties! Some strippers are especially bad for left-handed people, making it hard to strip fibers without breaking them. And make sure you have good lighting. If you have a problem in the field, get a battery powered LED light or two.
Once you have your work area organized, it’s time to put on safety glasses and practice the process. If you are using heat-cured epoxy or Hot Melt connectors, start your oven heating well before you begin. Open a connector package and spread out the components. There should be a connector body (and a snap-on cover if it’s an SC), a crimp sleeve and a protective cap, often called a “dust cap” – not because it keeps the connector from getting dusty but because they are usually full of dust and get it on the connector, requiring more cleaning.
The Termination Process
For all adhesive connectors, the process is similar (and shown in the photos at the top of the page):
Prepare the cable
If you are using a simplex cable with strength members, you start the process by sliding a strain-relief boot over the cable followed by the crimp bushing. On plain tight buffer fiber, you just slide on the correct boot. If you are terminating a loose tube cable, you will need to install a furcation kit, a complex, delicate and time-consuming process, but once you do it, you will understand why these cables are usually terminated by splicing on pigtails.
Strip the jacket off the cable, exposing an adequate length of buffered fiber for processing
Cut the aramid fibers and other strength members to the proper length
Strip the individual fiber
Prepare the adhesive
Mix epoxy, fill syringe, inject into connector
Apply anaerobic adhesive to fiber or inject into connector
Heat Hot Melt connectors to melt adhesive
Insert fiber into connector
Cure adhesive
Scribe and break (cleave) fiber protruding from connector ferrule
Air polish to grind fiber down to near end of ferrule
Finishpolish with polishing film on top of resilient pad using a polishing
puck to hold the fiber perpendicular to the polishing film
Inspect
Test
Preparing The Cable And Stripping Fibers

Now we are ready to get started preparing the fiber. If you are terminating a 3mm jacketed simplex or zipcord cable, you will need to strip the jacket and cut off the aramid fiber strength members. You need a guide to stripping the cable jacket and cutting the aramid fibers to the right length for the connector you are using. That should come with the connectors.
Cutting and stripping the cable jacket can be done with a special fiber stripper or a properly set wire stripper as long as it does not damage the fiber. Some fiber strippers have grooves for both the jacket and the fiber, making them more convenient. Special ultra-sharp scissors are needed for cutting the aramid fibers. Don’t use them for cutting anything else as it will dull the cutting edge and ruin them.
Now we are ready to strip the fiber. This is an important step where you have to make a choice of tool you use. There are three types of fiber optic stripping tools commonly used, commonly known by their brand names, Miller, No-Nik and Microstrip. Millers look like wire strippers and are quite rugged but require some technique in use. Millers are not convenient for left-handed people because you have to hold them at an angle. The other two strippers are generally preferred by fusion splicer operators as they require less technique and can strip longer lengths of fiber at one time. All require careful cleaning to ensure proper stripping.
Watch this video on fiber strippers:
Fiber Optic Stripping Tools: Comparison of Miller, No-Nik and Microstrip and introduction of the New Ripley/Miller Center Feed stripper.
Stripping the fiber takes a certain amount of pulling on the fiber to remove the buffer coatings. While you hold the stripper in one hand, you need to hold the fiber and/or cable with the other hand. Wrapping a few turns of the fiber or cable around a finger will help hold it securely without risk of damaging it.
Let’s use the Miller stripper so we can illustrate the technique for using it. You have to hold it at an angle to keep from bending the fiber and breaking it that is obvious when you use it. When you clamp onto the fiber, if it bends, change the angle of the tool. Clamp down firmly to ensure cutting through the plastic buffer coating so it will strip cleanly. To strip, push the stripping tool directly away from you slowly and smoothly.
You may sometimes notice some coating left on the fiber after stripping the 900 micron colored plastic buffer coating. That is the primary buffer coating, 250 microns in diameter, left when the stripper did not cut through both layers of coatings. Clamping down firmly should remove all the coating. If you see some of the inner buffer, strip again, cutting through all the buffer coatings by firmly clamping the stripper. If you do not remove all the buffer coating, the fiber will not be able to be inserted into the connector.
Sometimes you will break the fiber. If you break off too much, you will have to strip the jacket of the cable back enough to start over. Why does the fiber break? There are three possible causes, a brittle fiber, the stripping tool or bad stripping technique.
Fiber can get brittle if it is exposed to the air for a long time. If you are terminating a cable that has been sitting around for a while, test it to see how well it strips. If it seems brittle and hard to strip, cut off a few feet and try again. Needless to say, check that before you install it and try to terminate or splice it.
Fiber stripping tools, if properly cared for, do not wear out very fast, but they do get dirty. Bits of buffer can clog them and cause fiber breaks. Always clean the tool before you use it. Beware of cheap tools. Some of the instructors at FOA approved schools have purchased cheap strippers to find they were defective counterfeits of US name brands.
You know how to perfect your technique – practice! Practice a lot until you can strip consistently without problems. Do it in your office or lab when you have plenty of time. You will have the next month to practice before we discuss attaching the connector in the next column.
Having visuals helps to learn these processes. You can find more on the FOA’s Online Guide, http://www.foaguide.org,
and the FOA YouTube videos: 
Cleaning Fibers and Preparing Connectors

Once we have stripped the fiber we plan to terminate, we are almost ready to attach the connector. But first we have to clean the fiber to remove any dirt and scraps of the stripped buffer. Cleaning is one of the most important tasks in fiber optics, since we are dealing with such small components. Cleaning the fiber before inserting it into a connector does not just involve cleaning, it must be done in a way that does not adversely affect the adhesive we use in the connector.
Most manufacturers of connectors and adhesives for fiber optics recommend using a link-free wipe and pure isopropyl alcohol. Pure isopropyl alcohol is 99% pure and is quite different from typical drugstore isopropyl alcohol (rubbing alcohol) which is 70% alcohol and the rest water. The water in rubbing alcohol is bad for fiber and adhesives. Water migrates into the glass fiber and can affect both strength and attenuation. Water also can affect the strength of adhesives used in termination process and the length of time it takes some adhesives to cure.
We found this out the hard way. We were teaching students using supplies provided by a distributor and discovered the anaerobic adhesive we were using would not harden. We discovered that the alcohol wipes we were sent were medical wipes, the ones a nurse uses to wipe your skip before an injection. The moisture content of the rubbing alcohol prevented the adhesive from hardening. Switching to the correct alcohol wipes solved the problem.
Now we can set aside our clean fiber and prepare the connector for termination. Be sure to place the fiber in a clean location (on top of a clean lint-free wipe is good) and somewhere you won’t touch it by mistake.
Applying Adhesives
Since we are focusing on adhesive polish connectors, we have three types of adhesives to consider, each requiring a different technique. Epoxies are usually heat-cured but some types set overnight at room temperature. Heat-cured epoxies are used for factory-made patchcords because of their ease of termination and high reliability.
Epoxies are easier to use because the connector will have a small bead of adhesive on the end of the fiber that supports the fiber during the cleaving and polishing process. This support of the fiber makes it nearly impossible to not get a good cleave and polish.
The negative aspect of the epoxy termination method is you really need a curing oven. While they are not expensive, the do require power at the work site and there is only one battery powered oven (I designed it twenty years ago.)
Anaerobic adhesives are simpler to use but harder to get right. The adhesives can cure in about 30 seconds with a two chemical system that pairs the adhesive with a setting agent or about 5 minutes for an adhesive alone. The negative aspect is you do not have the adhesive bead on the end of the connector supporting the fiber, so cleaving and polishing require more care.
The 3M “Hot Melt” connector comes with the adhesive inside the connector already. A high temperature oven is used to melt the adhesive to insert the fiber. These connectors also have the adhesive bead on the end of the ferrule to make them almost foolproof to cleave and polish. If you mess up a Hot Melt connector, you can usually reheat it and try again.
The choice between these three types of connectors is really a matter of personal experience and economics. We have found that students often use in the field what they learn in class. Those of us who have tried all of them generally agree that the epoxy and Hot Melt methods are easier, but an analysis of termination time and cost makes the anaerobic or epoxy methods cheaper, mainly because the connectors themselves are much cheaper.
Some installers prefer to avoid the adhesive polish connectors entirely, preferring to use the prepolished splice connectors that are sold on the basic of quick termination. Don’t be fooled. We’ve done time and motion studies of fiber optic termination and the speed claims don’t always make sense. By the time you go to a work site, do your setup, make the terminations, clean up and leave, the difference in time for the whole job is hardly influenced at all by the type of termination.
The Secrets Of Adhesives: Epoxy

We are always amused when someone says no one uses heat-cured epoxy connectors anymore. In fact, about 95% of all connectors, including every factory-made patchcord, uses heat-cured epoxy for its ease of use, low cost and high reliability. Granted, only the most skilled techs use them in the field, but they know the secrets of working with these connectors.
To terminate fiber with epoxy/polish connectors, you only need a basic tool kit and an epoxy curing oven. These are electric, temperature-controlled ovens that cure epoxy in about 5 minutes. Most require AC power, but there is one that works on battery and AC power for use anywhere.
When you arrive at a work site, first set up your workspace. Plug in the oven to let it heat up fully. In most cases, you need a small folding table for a workspace, covered with a black plastic mat so you can see the fiber more easily, and room for all your tools. Once you become experienced, you will have very strong opinions on how to place your tools for the most efficiency.
Experienced techs know to use only the proper adhesives in the specified manner. Much research has gone into finding the right kind of adhesive to bond glass fibers to ceramic ferrules in connectors, including how to apply the adhesive and how to cure it. Only buy your epoxy from a quality fiber optic distributor. Make absolutely certain the adhesive is fresh (it’s dated like food and you should store it in the refrigerator) and mix it thoroughly so the adhesive and hardener are fully mixed.
After mixing, the adhesive is poured into a syringe with a flat-ended needle. Most adhesives have only about 30 minutes of working life, so you need to plan ahead to get the most use of the epoxy. If all your cables are prepared with only the tight-buffered fibers left to strip, you can get more than one dozen connectors from one batch of epoxy.
The syringe squeezes adhesive into the connector. Insert the needle into the back of the connector, hold the flat-tipped needle against the end of the ferrule and squeeze gently until you see a small bead of adhesive on the end of the ferrule. Back the syringe out a bit and squeeze just a tiny bit more into the back of the connector. If adhesive runs out the back of the connector, you over did it. Remove the syringe and place it on the table on top of a lint-free wipe.
Inserting the fiber into the connector is easy once you get the hang of it, even if the fiber and the hole in the ferrule are really the size of a human hair. Connector manufacturers thought about that so there is a chamfer on the hole to guide the fiber.
Here is another trick. While you insert the fiber, slowly rotate the connector back and forth to spread the adhesive evenly. The surface tension of the adhesive will “float” the fiber into the center of the hole in the ferrule, improving fiber alignment in the connector and improving the polishing process. That trick will improve the loss of your connectors noticeably.
If you are terminating tight-buffer fiber (the fiber with the 900 micron plastic coating), all that’s left is to slip on the boot and place the connector in the oven to cure. If you are using a jacketed cable, you will crimp the strength members to the connector, slide the boot on the connector and place it in the oven.
Here is where critics of epoxy/polish connectors get confused in talking about termination times. You don’t wait around for that connector to cure before polishing it. You prepare another connector and put it in the oven, then another and another. Most ovens have about 20 positions for connectors, but the oven I designed only held six connectors. By the time you get the sixth connector in the oven, the first one is ready to come out. If you are terminating a number of connectors, the oven curing time is irrelevant – you simply go on to the next connector. Only when you are only doing one or two connectors does the curing time matter.
With epoxy, connectors come out of the oven ready to polish –a process that takes less than a minute. Setting up a “production line” will allow a tech to easily complete a dozen connectors an hour, twice that if they are skilled and in a hurry.
Virtual Hands-On Epoxy/Polish Termination
The Secrets Of Anerobic Adhesives

I suspect that the idea for using anaerobic adhesives for fiber optics came from someone using “crazy glue” or the two-part adhesive used to replace the rear-view mirror on a car after it fell off in the hot summer sun. Strange, that should have made them more cautious about its reliability, but I guess it didn’t.
After what was probably lots of experimentation with a number of these fast-curing acrylic adhesives, several connector manufacturers introduced it as a quick-setting alternative to heat-cured epoxy. And quick they were!
The first anaerobic adhesives were sold as a two part adhesive just like those rear-view mirror adhesives. There was an adhesive that was injected into the connector with a syringe just like an epoxy and an accelerator solution to make the adhesive set almost immediately. The instructions were to dip the fiber into the accelerator solution then quickly insert it in the connector.
The first problem most installers faced was getting the fiber into the connector before the adhesive set. The adhesive would set in less than 30 seconds, often faster than installers could get the fiber inserted fully into the connector, resulting in a connector that was ruined and had to be discarded.
Trying to teach students how to use anaerobic adhesive connectors was a frustrating experience for everyone. Many students would ruin connectors when trying to insert the fiber because the adhesive set before the fiber was fully inserted. About half the rest broke the fiber when trying to cleave it for polishing because the anaerobic adhesive does not leave a hard bead of epoxy on the end of the ferrule to support the fiber during cleaving and polishing.
Several options were used to make it easier to insert the fiber. One method was to not dip the fiber in the accelerator solution but to insert the clean, dry fiber fully and then apply the accelerator to the fiber sticking out the end of the ferrule. The accelerator could be applied either with a brush or a spray, then you must quickly pull the fiber back into the connector about 1/8 inch, rotate it and push the fiber back into the connector fully. That made the adhesive set quickly at the end so the connector could be polished almost immediately and the rest of the adhesive would set more slowly. Brushing the accelerator solution onto the fiber was less messy than spraying because you did not have to clean the overspray off the ferrule.
Another problem with the anaerobic adhesive was the cost of a tiny bottle. I decided to investigate its origin and find a lower cost alternative. (Actually, the investigation involved carefully peeling the label off a couple of bottles to read the original Loctite label underneath.) Loctite 648 was the adhesive we had been using and you could buy a bottle at an industrial distributor for a fraction of the cost of the private-label versions sold for fiber optics. The accelerator was Loctite 7471 or 7649. Make a note of that!
Looking into this adhesive’s characteristics, I found it was not intended for fiber optics, but the manufacturer confirmed it bonded glass and ceramics well. With a little more research into this adhesive, I found out it would set in about 5 minutes without the accelerator with a much higher bond strength.
Some experimentation showed that you could do away with the syringe and just use the applicator tip of the adhesive to wipe a small film on the clean fiber, insert it leisurely into the connector, leave it on the bench for about five minutes and it was ready to polish.
Now that was a lot easier! It also did not leave excess adhesive inside the connector that might not harden. And that cheap bottle of adhesive would probably be enough for ten thousand connectors.
So here is the recommendation on anaerobic adhesive termination. Do not inject the adhesive, just wipe it on the fiber. Insert the fiber and wait 5 minutes. If you are too impatient to wait that long, after inserting the fiber, use the method above to wipe just a bit of accelerator solution on the protruding fiber and have the fiber bond on the end of the fiber quickly.
We want to finish with one warning - we mentioned it earlier. It is normal to clean the fiber with isopropyl alcohol on a lint-free wipe. Be sure to use only pure 99%+ isopropyl alcohol, not “rubbing alcohol” which is 30% water. The water will stop or slow the curing of the anaerobic adhesive and adversely affect the bond strength.
Virtual Hands-On Anaerobic Adhesive Termination
The Secrets of Hot Melt Adhesive

HotMelt connectors use an adhesive that is applied to the connector at the factory and is then heated up to liquify it to allow insertion of the stripped and cleaned fiber. The connector is then set aside to cool and set for several minutes before the fiber can be polished. HotMelt ovens use a much higher temperature than epoxy overs, so they are not used for any other purpose - the high temperature will ruin epoxy.
One advantage of the HotMelt connector is you may be able to reuse them. If you break the fiber or have problems in the cleaving or polishing process, you can heat the connector up and remove the fiber and try again. Or you can strip the fiber ~3mm (1/8") longer and after inserting it fully, pull it back 3mm and let it set. If you have problems with cleaving or polishing, reheat the connector, push the fiber fully in, let it cool and try again.
Virtual Hands-On Hot Melt Adhesive Termination
Polishing The Connector
Now that we have covered the process of stripping the fiber and attaching the connector with an adhesive, the connector is ready to polish. The biggest problem with polishing a fiber optic connector is patience. Like any other process that requires skill, polishing connectors requires that the installer not rush the process, take shortcuts or ignore some simple rules.
Before you can polish the connector, you need to cleave the excess fiber that’s sticking out of the connector ferrule. Here is the first opportunity to mess up the connector. If you break the fiber off inside the connector ferrule, you will throw the connector away. That’s unlikely to happen with epoxy connectors where the fiber is protected by the hard bead of epoxy on the end of the ferrule, but anaerobic adhesives leave no bead so you must be careful.
Here is the process to cleave the fiber. Use a fiber scribe to gently scratch the fiber just above the ferrule end – not hard enough to break the fiber, just scratch it. Then hold the connector body in one hand, take your thumb and forefinger of the other hand and slide down the ferrule toward the end where the fiber is. As your fingers reach the end of the fiber, gently grab the fiber and pull away from the connector and very slightly to the side.
Now you are ready to polish. Most connectors are polished in three steps. 1) Air polish with a coarse polishing film (~12 micron grit) to grind the cleaved fiber down near the ferrule end face, 2) polish with a fine polishing film (usually 3 micron grit) and 3) a final polish with finer film (~0.3 to 1 micron.) Some installers say you can skip the final step with multimode fiber but it gives a better polish that means lower loss and less reflectance.
Multimode fiber is polished on alumina film while singlemode is polished on diamond film. The alumina film cannot grind down the connector ferrule like the diamond film so the end face is not as evenly polished, OK for multimode but not for singlemode.

Air polishing is just polishing in the air. Hold the 12 micron polishing film in one hand and put a bow in it to make it stiff. Rub the cleaved fiber against the film in circles or figure 8s. You should see a fine line on the film where the fiber is being ground down. You can check the polishing process by gently touching the end of the ferrule to a fingertip. When you can barely feel the fiber, you are done. Do not over-polish! Wipe the end of the connector with a lint-free wipe moistened with alcohol (the same 99% isopropyl alcohol used to clean the fiber.)
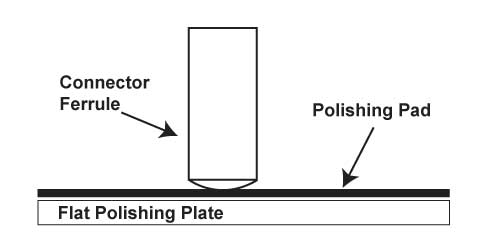
You must always finish polishing on a soft rubber pad. It should be 1/8” (3mm) thick and a hardness of 80 durometer. The pad is placed on top of a flat plate for a smooth surface, but the connector end face will deform the rubber and the fiber will be polished to the same convex surface as the connector ferrule.
You need a polishing puck that holds the connector at the proper angle while you polish. You can get pucks made from stainless steel, nylon, glass-filled plastic and other materials. We prefer the glass-filled plastic pucks as they are cheap, lightweight, easy to hold and do not seem to leave residue on the polishing film.
One difficulty for many users is how much pressure to use when polishing. Two FOA instructors at a JATC training center developed a unique way to teach how much pressure to use. They have their students practice polishing on a postal scale until they get the right pressure. (They even send FOA a video on this which we have on our YouTube channel at http://www.youtube.com/watch?v=vWEGBruEfG4)
Starting with the 3 micron film, polish in a figure 8 pattern several inches across. Look for the fine line made by the fiber as the fiber is polished away. It will disappear when the polish is complete. There is an easier way to tell when this stage of polish is finished – the drag on the connector drops and the film feels “slick.” That’s when to stop.
Clean the connector with a alcohol moistened lint-free wipe. Polish about 6 times in a figure 8 pattern on the final polishing film. Clean the connector again and inspect in a microscope.
Terminating In The Field
Once you learn these steps and practice in your office, all this will take less than a minute in the field. You should be able to get multimode connectors that average less than 0.3dB loss, lower with more practice. And you should get almost 100% good connectors.
Termination Time And Cost
What
about the other types of connectors or processes that promise faster
and easier termination? Well, the time it takes to put the connector on
the fiber is not the only time to consider. The installer must set up
at the work site, install the patch panel and any other hardware and
prepare the cable for termination before actually putting the connector
on the fiber itself. After termination, the cable must be connected
into the patch panel and tested then bad terminations fixed and
retested. After all connectors are tested good, the work area must be
cleaned up and all the tools repacked.
Demonstrations of
quick-connect connectors show how easy it is to put a connector on one
fiber in a minute or less. But they forget to mention all the other
activities at the work site, like setup and cleanup time, preparing
cable ends for termination and they only consider one connector. If you
are terminating, for example, a 24 fiber cable with epoxy/polish
connectors using a curing oven in a “production line,” the effective
termination time is only a couple of minutes per connector. You inject
epoxy into several connectors at one time, strip a fiber and attach a
connector, then put it in the oven to cure for 5 minutes or so. While
it cures, you attach more connectors. By the time you fill the oven up,
the first one is cured and ready to polish. If you have more to do, you
replace it in the oven with another ready to cure until all are cured,
then you polish them all at once, at about a minute each. With this
process, the epoxy curing time becomes irrelevant.
Which brings us
to the bottom line. Connectors for epoxy/polish or anareobic
terminations are available today in quantity for not much over $1 each.
Quick connect connectors sell for 5 to 15 times more, depending on the
type and quantities. When the total cost of termination is properly
calculated, including the realistic time necessary to set up before
making terminations and cleaning up afterwards, saving a few minutes
labor per connector may not offset the higher cost of the connector
itself.
So are epoxy/polish connectors obsolete? Not on your life.
Lots of smart contractors still use them and end users still specify
them, knowing they are still the highest quality solution to fiber
optic termination.
Here is a more detailed analysis of connector termination times.
More on connectors and termination on the FOA Online Guide
Videos on termination on the FOA Channel on
Table of Contents: The FOA Reference Guide To Fiber Optics
|
